
Статьи - стр. 11
Для осуществления монтажа применяется широкое количество как строительных материалов, так и средств. Касательно первых, то некоторые виды имеют ограниченную специфику использования. И одними из наиболее распространенных и востребованных видов строительных материалов являются гвозди.
Они представляют собой обычный металлический прут с острым наконечником и шляпкообразной формой головки. Непосредственно форма стержня может быть как цилиндрической, так и прямоугольной. Стоит отметить, что гвозди используются для соединения широкого количества материалов, но лучше все взаимодействуют с древесным массивом. Поэтому их наиболее часто применяют для работы с деревом.
Гвозди получили широкую популярность за счет простой конструкции и несложной специфики эксплуатации. Также для их использования не нужно иметь квалификацию профессионального строителя.
Какие бывают гвозди для монтажных работ
Этот тип крепежных элементов отличается широкими классификационными особенностями. В зависимости от специфики использования различают следующие типы гвоздей:
- строительные;
Эта разновидность элементов отличается широчайшей популярностью. Поэтому они применяются повсеместно. Средства используются для скрепления объектов, изготовленных из древесного массива и обустройства конструкций из дерева.
Они примечательны наличием специальной надсечки, предотвращающей разрушение конструкций и снижение надежность соединения. Строительные гвозди имеют конусовидную или плоскую головку. Сам стержень полностью гладкий и нередко применяется при работе с производными древесного массива, а именно ДВП, ДСП, ОСП.
Их недостаток – нелицеприятный внешний вид, но он нивелируется повышенной прочностью.
- гвоздь типа «дюкерт»;
Отличителен маленькой головкой. При забивании в дерево последнюю почти невидно. Такой тип крепежного элемента широкой задействуют для работы с древесной вагонкой. Также «дюкерт» нередко применяют для монтажа плинтусов или подгонки паркета.
- винтовые гвозди;
Стержень этого элемента отличителен наличием насечек различного вида. На спирали может присутствовать как квадратная, так и крученная засечка. При вбивании не ухудшает целостность. Это обусловлено спецификой вхождения в материал. В процессе гвоздь вкручивается, сохраняя первозданное состояние объекта.
Нюанс: Такой тип чаще всего используется при скреплении досок в деревянных полах. Также он соединяет балки напольного покрытия. Его применяют ввиду того, что после соединения винтовыми гвоздями пол не скрипит и не теряет свои технические характеристики.
- специальные кровельные гвозди;
Они используются при монтаже кровельного покрытия. Отличительны наличием шляпки более значительного диаметра за счет чего обеспечивается надежная фиксация и защита от попадания влаги через отверстия.
Эта группа имеет собственные разновидности. Кровельные отличительны толстым стержнем, который обеспечивает наиболее надежное крепление листов, изготовленных с использованием металла, и, имеющих значительный вес.
Толевые гвозди имеют наиболее широкую шляпку, за счет которой элементы помимо вышеупомянутых аспектов обеспечивают сохранность мягких листов кровли. Также имеют устойчивость к влаге.
Шиферные гвозди из всей группы имеют наиболее значительную длину. Они тоже водонепроницаемые, устойчивые к коррозийному воздействию.
Гребенчатые и финишные гвозди: что за группа, характеристики
Примечательны наличием специальных кольцевых зубьев на стержне. Последние могут быть как конусного, так и «ершеного» профиля. За счет этого крепежные элементы обеспечивают фиксацию высочайшего качества. При этом гвозди предотвращают ослабления соединения. Их применяют при изготовлении поддонов, стеллажей
Финишные гвозди примечательны уменьшенной шляпкой, входящей в материал, после чего ее почти незаметно. Широко применяются в производстве мебельной продукции. Стержни таких элементов отличаются поперечной насечкой для лучшей фиксации. За счет высокой опорной силы такие гвозди предпочтительней, чем обычные элементы.
Декоративные гвозди и дюбеля
Первые задействуются в изготовлении мебели, а также при обустройстве эксклюзивных дизайнерских решений. Изделия специально подготовлены для нанесения на них уникальных узоров и орнаментов.
Дюбеля широко используют при создании соединений в поверхностях, изготовленных из кирпича или бетона. Отличительны повышенной прочностью, именно поэтому их применяют при работе с высокопрочными материалами.
Дополнительные виды гвоздей
Помимо всех вышеперечисленных типов элементов существует еще одна классификация. Она примечательна наличием специального защитного покрытия. В зависимости от последнего фактора существуют наименования как для внутренних, так и для внешних строительных работ.
Совет: Наименования легко отличать между собой. Изделия, изготовленные без использования антикоррозийного покрытия, представлены стандартным черным цветом. Гвозди с защитой от коррозии имеют золотистый цвет.
Стандартные компоненты (без защиты от коррозии) быстро теряют свои функциональные характеристики в условиях повышенной влажности. На них поверхности быстрее появляются признаки коррозийного воздействия. Непосредственно защитная обработка предполагает нанесение специального покрытия, а именно напыления из алюминия, меди, латуни, цинка.
Как правильно использовать гвозди
Для более быстрого и качественного монтажа крепежный элемент необходимо «наживить». Это будет гарантией того, что наименование «не соскользнет». Уже после этого можно гвозди можно смело забивать до полного скрепления.
При ударах сгибается гвоздь? Значит вы, скорее всего, выбрали «мягкий» компонент, который не подходит для работы с конкретной поверхностью. Если же элемент по-прежнему сгибается, тогда во время ударов придерживайте стержень крепежного элемента пассатижами. Также для наиболее высокой защиты от деформации можно применять монтажный дюбель.
Для увеличения прочности создаваемого соединения гвоздь необходимо забивать, придерживая небольшой угол. Таким образом, вы надежно забьете крепежное средство, тем самым улучшив надежность и прочность конструкции.
Для работы с различными типами металлов, как правило, применяется определенный тип сварки. Но есть универсальная технология, которая позволяет работать с любыми видами металлов. Речь идет об инверторной сварке, имеющей маркировку TIG. Стоит отметить, что она отличается востребованность за счет широких возможностей работы. Основным принципом такого метода сварки является скрепление металлов в среде инертного газа специальным типом электродов, который отличается устойчивостью.

Но для наиболее качественной инверторной сварки не подходят абсолютно все электроды. Поэтому необходимо правильно выбрать элемент, иначе все преимущества TIG технологии сойдут на нет. Все как расходные, так и стандартные изделия отличаются материалом производства, типом и техническими характеристиками. Опираясь на них, можно максимально быстро подобрать наиболее подходящие элементы для производства конкретной специфики работ.
Какие электроды лучше использовать для инверторной сварки? Об этом, а также о специфике работы и на что следует обратить внимание при наиболее качеством подборе элементов расскажем в этой статье.
Устройство и принцип работы электрода для инверторной сварки
Основной частью элемента является металлический сердечник. В процессе подачи электрического тока определенного показателя образуется дуга, которая впоследствии разогревает и плавит сердечник из металла, создавая сварочный шов.
Поверхность элемента покрыта специальной обмазкой, которая ровно, как и сердечник, плавится под воздействием повышенного температурного режима. Покрытие создает специальную защиту от кислородного проникновения за счет обеспечивается высочайшее качество сварочного шва.
Как правило, металлический сердечник покрывается следующими видами обмазки:
- основным типом – ее задействуют в случае, когда необходимо провести многократную проварку сварочных швов. Примечателен необходимостью дополнительной подготовки, а именно прокаливанием и просушиванием в температурном диапазоне от 175 до 180 градусов – более точный показатель можно увидеть в технической документации или на упаковке с изделием;
- кислотным типом – задействуется для взаимодействия с заготовками, отличительными наличием окисных пленок и ржавчиной. Также предполагает предварительную подготовку прокаливанием, но в более высоком температурном режиме от 180 до 220 градусов;
- рутиловым типом – это покрытие примечательно наличием в составе окиси титана. Стоит отметить, что такой вид в большинстве случаев задействуют для ручной работы с электродуговым сварочным аппаратом. Если покрытие намокает, тогда необходимо провести предварительное прокаливание;
- органический или целлюлозный – как видно из названия, в составе присутствуют органические элементы такие, как кукурузная или древесная мука, целлюлоза, смолы. Также такие покрытия отличаются наличием специальной маркировки – Э42…Э50. Использовать такую обмазку нужно исключительно в паре с постоянным током.
В сварочных аппаратах инверторного типа широко используются исключительно два типа: кислотные и рутиловые электроды. Основной задействуют крайне редко ввиду сложного удержания дуги. Из-за такой капризности сварочный шов получается менее качественным. Касательно последнего типа (целлюлозного), то он также применяется крайне редко, особенно в быту. Это обусловлено высокой стоимостью.
Как выбрать электроды для сварки инвертором
Первый нюанс заключается в типе электродов. Существуют как плавящиеся, так и не плавящиеся компоненты. Первые производятся из металлического стержня со специальной обмазкой, обеспечивающей защиту области сварки и устойчивость горения. Второй тип также изготовлен из металла, устойчивого к плавлению. Поэтому его применяют в инверторной сварке.
Важно: Недобросовестные производители любят указывать, что для сварки некоторых типов стали, а именно нержавейки и высоколегированной можно использовать различные виды электродов. Это не так. Для работы с упомянутыми материалами применяются специальные виды электродов, которые не сгорают, а создают дугу.
На какие нюансы необходимо обратить внимание:
- толщина покрытия – имеет свои диапазоны: 0,8 – 1,8, 2,0 – 3,6, 4.0 – 6.0. Первый широко применяется и обеспечивает тонкое покрытие. Второй – создает покрытие средней толщины и задействуется для сварки крайне важны деталей, которые получают нагрузку динамического диапазона с резким варьированием, третий – применят для сварки систем трубопровода, внутри которых создается среда повышенного давления. Как правило, такие комплексы широко применяются для обеспечения транспортировки агрессивных веществ;
- материал сердечника. Для производства большинства электродов задействуют именно низкоуглеродистую сталь, отличающиеся такими параметрами, как легкий расплав.
Также в сварке высокоуглеродистых сталей и чугунов применяется ковкий чугун. Касательно серого чугуна, то здесь необходимо провести дополнительные мероприятия, связанные с предварительным прогревом. Затем обеспечивается постепенное охлаждение.
Помимо вышеперечисленных материалов широко применяется марганцевая сталь. При помощи ее проводят сварку легированных материалов с основным или целлюлозным типом покрытия. Непосредственно нержавейка используется для работы с трубопроводами, изготовленными из одноименного материала.
Как и говорилось выше, для сварки нержавейки и высоколегированной стали применяют электроды, не сгоравшие в процессе работы. Стоит добавить, что дополнительно задействуют присадочные проволоки, которые изготовляются из нержавеющей стали марки 18XH9T.
При работе с обычными легированными изделиями применяются следующие марки проволок:
- ХВС;
- ХВГ;
- ХС12;
- ХН9Т.
Температура плавления таких средств находится в диапазоне от 14120 до 1510 градусов. При работе с тугоплавкими сталями задействуют следующе типы:
- ХНГ;
- 12ХВ10Т;
- Т10Х80.
Какие электроды лучше для инвертора?
На выбор элементов влияет толщина материалов, которые необходимо соединить посредством сварки. Заготовки небольших размеров не нуждаются в использовании крупных сварочных аппаратов. Это обусловлено тем, что в процессе эксплуатации габаритные электроды образуют большое количество тепла, которое помимо влияния на деталь оказывает термическое воздействие и на весь аппарат.
При работе с небольшими изделиями очень важно правильно подобрать электроды. Слишком высокое термическое воздействие спровоцирует прожигание металла, а высвободившиеся тепло разлететься на все стороны.
Важно: Можно применять электроды большего диаметра. Некоторые профессиональные сварщики способны удерживать дугу в режиме разогрева и затухания. За счет этого специалисты могут использовать электроды, превосходящие рекомендованные параметры.
Какие электроды выбрать для сварки инвертором?
Для работы с различными сварочными аппаратами применяют огромное множество разновидностей электродов. Однако в случае инверторных комплексов задействуют следующие типы элементов:
- МР-3;
Электрод имеет рутиловое покрытие и рекомендуется всем начинающим сварщикам. Такие элементы крайне легко разжигаются даже при незначительном напряжении. Другу легко контролировать не и нужно иметь опыт работы с такими электродами.
Совет: Когда электрод не хочет зажигаться, его нужно «прокалить» при температурном режиме от 150 до 180 градусов, тогда процесс пойдет.
Как правило, именно такие электроды широко используются в аппаратах с переменными и постоянным током (выпрямители и инверторы). При работе с последним подключается на обратную полярность. Использовать можно в любом положении крове вертикально сверху-вниз.
Также МР-3 легко взаимодействуют даже с низкокачественными поверхностями. Такие электроды подходят для работы с неочищенными и необработанными основаниями. Процесс сварки осуществляется средней или короткой дугой.
- УОНИ 13/55, имеющие основную обмазку;
Широко используются профессионалами. Их предназначение заключается в сварке углеродистых и низколегированных сталей. Отлично подходят для работы с ответственными объектами, на которые возлагается основная нагрузка.
Созданные сварочные швы отличаются повышенной прочностью, устойчивостью к любым нагрузкам, включая ударную, пластичностью и нормально переносят пониженный температурный режим.
Помимо преимуществ, электроды этой марки отличаются и недостатками, которые выражаются в следующих нюансах:
- хороший розжиг только при холостом ходе свыше 70 В;
- требования к предварительной подготовке обрабатываемой поверхности – ее нужно тщательно очистить от любых лакокрасочных покрытий. При недостаточном качестве детали, а именно если очистка недостаточная, тогда сварочный шов получает пористую структуру, из-за которой снижается прочность.
Эти электроды широко используются в инверторных аппаратах при обратной полярности с «+» на электроде. Минимальное напряжение холостого хода находится на показателе в 65 В.
- АНО 21;
Электроды ровно, как и первые «МР-3», имеют рутиловое покрытие, а значит они не требовательны к качеству свариваемых деталей – их можно даже не очищать. Широко используются для работы с углеродистыми сталями, имеющими небольшую толщину. Разжигаются крайне легко, непосредственно сварочный шов имеет мелкочешуйчатую структуру. Образованный шлак легко удалить.

Стоит отметить, что такие электроды широко задействуют и для обустройства водопроводных или газовых труб. Могут работать и с постоянным, и с переменным током. Необходимо предварительная обработка в виде прокаливания при температурном режиме в 120 градусов. Процесс следует осуществлять на протяжении 40 минут.
- ОК 63.34, предназначенный для работы с нержавеющей сталью;
Этот электрод имеет узкоспециализированное применение, а именно предназначен для работы с нержавейкой. Сварочный шов на выходе имеет мелкую волну с плавным переходом к основной поверхности металла.
Также образованные примеси, шлак несложно удалять, что крайне эффективно при быстрых сварочных работах. Электроды подходят для вертикальной сварки металла с толщиной до 8 мм включительно. Компоненты способны работать с постоянным и переменным током.
Какая должна быть сила тока при работе с инверторами?
Этот показатель определяется с учетом диаметра электрода. Но в большинстве случаев на пачке с элементами нанесены все рекомендации от производителя, включая ток, необходимый для работы с конкретным электродом. Например, при работе с элементом диаметром 3 мм расчетный рабочий ток находится в диапазоне от 60 до 90 А. Однако на практике берут запас и осуществляют работу в диапазоне от 30 до 120 А без отрыва, иначе работе осуществляется с током от 90 до 129 ампер.
Стоит отметить, что даже рекомендации производителя не всегда правильные для конкретного случая. Рекомендуется начать именно с них и уже в процессе сварки подобрать наиболее подходящий параметр.
Для высококачественной сварки инверторным аппаратом стоит учитывать массу факторов, одним из которых является выбор правильного электрода. Поэтому непосредственно перед началом сварочных работ необходимо правильно подобрать электрод с учетом специфики использования. Да, некоторые электроды универсальные, но для узкоспециализированной работы следует использовать определенные типы.
Если нужна максимально быстрая TIG сварка негабаритных элементов, тогда отлично подходят электроды с рутиловым покрытием. Такие компоненты не требуют предварительной очистки основания, что существенно ускоряет проведение всех работ. Однако для соединения крупногабаритных конструкций лучше применять изделия с основным покрытием.
Сварочные аппараты – основные средства для обустройства высококачественных сварных швов. Пусть последние не отличаются многофункциональностью, но они по-прежнему остаются наиболее популярными при проведении как габаритных, так и бытовых работ.
В некоторых случаях даже склепки и прочие монтажные элементы не способны заменить сварочные швы. Поэтому сварка остается по-прежнему востребованной. В связи с возникновением новых разновидностей технологии, а именно MIG/MAG и TIG, специфика применения и список разнообразия средств немного расширился.

Но стандартные плавкие штучные электроды, даже с учетом вышеупомянутого условия, остаются основными при осуществлении сварки типа MMA. Стоит отметить, что рыночная конкуренция сделала сварочные аппараты более доступными для широкого числа потребителей, поэтому компактные устройства есть практически у каждого. Это же говорит о том, что, на сегодняшний день, на рынке представлено огромное количество как расходных материалов, так и электродов для сварки.
И порой даже специалисты не в состоянии правильно выбрать элемент из числа разновидностей. Поэтому в этой статье мы расскажем, как выбрать электроды для сварки так, чтобы и качество работ не пострадало, и вы не потратили слишком много денег.
Устройство и принцип работы электродов
Стоит отметить, что этот элемент не отличается сложной структурой, которая отягчила бы проведение работ. Компонент представляет собой металлический стержень, изготовляемый из специального материала, имеющего высокую электропроводность. Также стержень покрывается обмазкой, обеспечивающей специальное покрытие аппарата.
Главное предназначение стержня – основной части, заключается в формировании электрического контакта анода с катодов и непосредственно поддержания электрической дуги (главного принципа сварки плавковым электродом). Также он служит источником металла для создания сварочного шва.
Обмазка – специальное покрытие выполняет роль защитного элемента при горении. Также она обеспечивает защиту от окисления. Составные вещества обмазки выполняют следующие задачи:
- препятствуют дестабилизации дуги;
- существенно облегчают первоначальный розжиг;
- изменяют свойства металлического шва для обеспечения максимального качества.
Главная особенность, определяющая использование покрытых электродов, заключается в образовании шлака. Последний создается поверх сварочной ванны и еще называется продуктом сгорания покрытия. Стоит отметить, что этот элемент гораздо легче металла, поэтому он покрывает расплавленный объект, стимулируя формирование защиты сварочной ванны.
Важно: При формировании шва в несколько этапов после каждой завершенной операции следует очищать созданный остывший шлак. В противном случае последний попадать внутрь шва, что существенно ухудшит его прочность. Эту же операцию необходимо осуществлять после завершения процесса сварки.
Разновидности сварки
Существуют несколько типов использования ручного электрода:
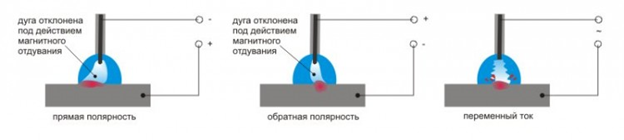
- задействование переменного тока;
Стоит отметить, что эксплуатация таких аппаратов требует значительного опыта работы. Это требование обусловлено тем, что использование такого типа предполагает смену анода и катода с частотой сети питания. Также для образования сварочного шва таким способов необходимо применять соответствующие электроды.
Основное преимущество заключается в минимальном отклонении дуги, на которую оказывают воздействие электромагнитные силы, возникающие в сварных деталях. Этот аспект еще называют магнитным отдуванием.
В некоторых случаях вышеупомянутый плюс не будет столь заметен. Но как правило существуют такие детали, которые легче «варить» переменным током. Также эта методика эффективна при работе с алюминием и его сплавами. Однако для этого нужно иметь максимальную квалификацию.
Поэтому для работы с алюминием применяют методику TIG, которая примечательна использованием аргона (аргонная сварка). Также существуют электроды TIG, взаимодействующие с переменным током.
- применение постоянного тока в качестве основного для создания сварочного шва с прямым показателем полярности. Использование постоянного тока, имеющего обратную полярность
В отличие от предыдущего случая частота не меняется. Главная особенность заключается в более значительном нагревании анода – показатель выше, чем у катода. Следовательно, сварка, предполагающая использование постоянного тока с прямой полярностью, возможна только при подключении «+» непосредственно к детали, а «-» к электроду.
Эту технологию задействуют при работе с элементами, имеющими толстые стенки, и резки металла различной плотности. Стоит отметить, что в большинстве случаев методика применяется при работе с материалами, прихотливыми к температурному режиму.
Форма дуги отличается от обратной полярности. Поэтому ее показатель имеет менее значительную площадь. Однако сварка при такой полярности предполагает более глубинное проплавление при сравнимо меньшей площади сварочной площади и объема швов.
Выбор электродов для сварки
Непосредственно перед подбором следует учитывать несколько нюансов. Первый заключается в технических характеристиках электродов. Различное покрытие элементов предполагает и диапазон свойств, и определяет специфику применения средства.
Как правило, в «обиходе» используются два типа покрытия: рутиловое и основное. Первое примечательно отличным зажиганием даже при работе с незначительным напряжением. Также это покрытие:
- образует гораздо меньшее количество брызг;
- создает более качественный сварочный шов, имеющий низкую пористость.
Одним из главных преимуществ такого электрода является отсутствие необходимости в предварительном очищении заготовки. Это в свою очередь существенно сокращает время на проведение работ. Также использование такого покрытия обусловлена образованием менее токсичных отходов и выбросов.
Однако этот тип имеет и отрицательные стороны. Они заключаются в повышенной вероятности потрескивания шва и в создании шлака, который потом трудно удалить. Поэтому рутиловое покрытие обычно применяют для сварки металла с низкоуглеродным составом. Также именно это средство рекомендовано начинающим сварщикам.
Основное покрытие примечательно следующими отличительными особенностями:
- образованием высокопрочного и высокопрактичного сварочного шва (СШ);
- устойчивостью СШ к ударным механическим нагрузкам.
Стоит отметить, что созданный шов при помощи основного покрытия крайне устойчив к образованию трещин. Однако неправильная регулировка аппарата может привести к тому, что в сварочном шве будет создана пористая структура, оказывающая отрицательное воздействие на его прочность.
При этом основное покрытие требует использование повышенного напряжения холостого года сварочного аппарата. В противном случае оно попросту не зажжется. Также рекомендуется применение именно постоянного тока, имеющего исключительно обратную полярность.
Нюанс: Помимо вышеупомянутых покрытий существуют еще 3. Первое – кислое, второе – целлюлозное, третье – ильменитовое.
Важно: Непосредственно перед тем, как выбрать электроды для сварки необходимо определиться со спецификой применения и условиями эксплуатации шва. Для создания наиболее качественного сварочного шва следует использовать электрод в паре с основным покрытием.
Происхождение тока – один из основных аспектов выбора электрода
Этот показатель подбирается с учетом типа сварочного аппарата(СП). Например, стандартным СП не подходят электроды, которые возможно использовать исключительно постоянный ток. Однако эту проблему быстро решает монтаж внешнего выпрямителя.
Помимо типа используемого тока на специфику выбора влияет диаметр электрода. Этот показатель нужно выбирать с учетом толщины деталей, которые нужно сварить друг с другом. Также на выбор влияют и технические возможности аппарата.
Список соответствия показателей:
- при диаметре 1,6 с толщиной деталей в диапазоне от 1 до 2 мм необходим ток от 25 до 50 А;
- диаметр 2 мм с толщиной свариваемых деталей от 2 до 3 мм предполагает ток с показателем от 40 до 80 ампер;
- диаметр электрода (ДЭ) в 3 мм характерен свариваемыми деталями (СД) от 3-4 мм с использованием тока 80-160 А;
- ДЭ 4 мм СД от 4 до 6 мм нуждается в токе от 120 до 200 ампер;
- ДЭ 5 мм СД в диапазоне от 6 до 8 мм примечателен током от 180 до 250 ампер;
- ДЭ 6 мм СД от 10 до 24 мм взаимодействует с деталями при токе от 220 до 320 А.
Есть небольшой нюанс. Он заключается в технических возможностях самого аппарата. Если он может взаимодействовать исключительно с электродами до 4 мм включительно, тогда сварочные работы продляться и придется осуществлять несколько проходок.
Важно: Применение электродов с диаметром больше дозволенного технической документацией ничего не даст. Дуга не создаться и работы осуществляться не будут.
Как правильно подобрать электроды для сварки
Для создания сварочных швов, имеющих повышенную устойчивость к сжатию и растяжению необходимо использовать электроды, которые отличаются следующими техническими характеристиками:
- временным сопротивлением – показатель определяет статический предел прочности, а именно показывает пиковое усилие, которое нельзя игнорировать, иначе деталь разрушится;

- относительным показателем удлиненности – определяет предельный уровень, при котором деталь начнет разрушаться;
- ударной вязкостью – это свойство определяет устойчивость заготовки к любым ударным нагрузкам;
- пределом текучести – показывает, какое напряжение провоцирует деформационный процесс используемой детали.
Во время использование сварочного аппарата стоит обратить внимание на то, чтобы вышеупомянутые показатели совпадали с используемыми металлами. За счет этого будет обеспечены наиболее качественный и функциональный сварочный шов.
Также не менее важным нюансом является расположение, при котором можно проводить сварочные работы. Стоит отметить, что далеко не все электроды позволяют осуществлять сварку в любом положении. Это обусловлено тем, что сварочная ванна начинает забиваться образованным шлаком, что существенно отрицательно влияет в целом на качество проводимых работ.
Некоторые типы электродов предполагают предварительную подготовку перед использованием. Для этого необходимо прогреть компонент до уровня температурного режима от 195 до 305 градусов и продержать его определенный промежуток времени. При этом игнорирования этого аспекта приведет к сложностям.
Совет: Перед началом работы с конкретным электродом рекомендуется прочесть техническую инструкцию. Так вы точно будете знать обо всех нюансах использования элемента и будете защищены от возникновения проблем с эксплуатацией.
Также часть электродов прихотлива к среде использования. Некоторые компоненты не любят влагу, поэтому этот нюанс тоже следует учитывать. Ведь если компонент промокнет, то его придется прогревать и сушить, что примечательно дополнительными затратами как финансовыми, так и времянными.
Поэтому лучше всего приобретать электроды не с рук, а в специализированных магазинах или профессиональных торговых площадках – на них соблюдаются условия хранения.
Совет: Для проверки правильности хранения следует обратить внимание на упаковку. Если она подмочена, то скорее всего в магазине не были соблюдены должные рекомендации по хранению и электроды подмочены. Да, их можно просушить и прогреть, но в большинстве случаев будут нарушены технические характеристики элементов, что повлияет на безопасность и эффективность их использования.
Для максимально успешного использования и проведения высококачественных сварочных работ необходимо учитывать все вышеупомянутые нюансы. Также не стоит экономить и приобретать электроды на вторичном рынке. Да, возможно, элементы новые, но рисковать не стоит.
Также следует опираться на свои возможности и конкретную специфику работы. Если у вас мало опыта работы, тогда лучше всего использовать рутиловое покрытие. Оно легче в применении и не требует повышенной квалификации.
Однако не стоит ожидать от него профессионального результата. Да, его вполне достаточно для бытового применения. Но в профессиональной среде лучше задействовать основное покрытие.
Здравствуйте!
Это письмо для тех, кто регулярно имеет дело с крепежом. Вы прекрасно помните эту ситуацию: в один нисколько не прекрасный момент либо болт лопается и большая часть его остается в конструкции, либо грани головки болта «слизываются» и она из шестигранника превращается в что-то близкое к кругу. А вам нужно разобрать конструкцию и освободить отверстие для обратной сборки. Что делать? В этой статье мы собрали для вас 7 простых и не очень способов выкрутить сломанный болт. Какой-то из них вам обязательно поможет!
Инверторы считаются достойной альтернативной трансформаторникам, которые негативно отражаются на электросети. Поскольку на сегодняшний день ценовая политика инверторов изменилась в лучшую сторону для покупателя, позволить такой аппарат даже для домашнего использования может практически каждый. Вы сможете соединять металлические детали без услуг сварщика и даже без опыта. Научиться пользоваться инвертором легко, если у вас возникло такое желание.
Достаточно часто начинающие сварщики сталкиваются с проблемой залипания электрода. В данном обзоре мы рассмотрим причины прилипания электрода во время сварки и найдем простые решения этой проблемы. В дальнейшем вы сможете избегать подобной неприятности и сведете к минимуму затраты сил и времени для сварки.

Покрытия электродов: какие бывают
Для понимания проблемы, почему расходник прилипает, нужно рассмотреть типы покрытий электродов. Чаще всего на рынке встречаются изделия с рутиловым и основным покрытием. На практике разница в использовании этих обработок существенная.
Основное покрытие применяется для создания ровного шва. Электроды с основным покрытием способны гарантировать создание прочного шва, который будет стойким к коррозии, различным нагрузкам. Даже если готовое металлическое изделие нужно будет эксплуатировать при низких температурах, это будет доступно с созданием шва электродом с основным покрытием. Перед использованием проводника рекомендовано прокалывание. Не забывайте о зачистке металлического основания и устранении грязи.
Проводники с рутиловым покрытием чаще используются новичками, поскольку ими просто варить. С их помощью реально создавать прочные соединения даже на загрязненном основании. Если есть возможность очистить металл, выполните это, но даже в противном случае можно будет сделать надежное соединение.
Рутиловые расходники предназначены для сварки постоянным или переменным током. В работе образуется мало грязи, поэтому они популярны в кругах сварщиков. При выборе типа покрытия важно определиться с параметрами будущего шва. Например, к характеристикам относят допустимую силу разрыва, предельную текучесть, показатели вязкости и другие параметры.
ТОП-5 причин, почему прилипает электрод при сварке
Эксперты выделяют ряд основных причин, которые приводят к прилипанию электрода:
- Нарушение условий эксплуатации и хранения электродов. Нельзя допускать повышение влажности электрода. Поскольку они обработаны специальной обмазкой, при воздействии влаги электроды способны потерять свои свойства. Именно поэтому нельзя оставлять их без упаковки и допускать проникновение влаги. В результате нарушение правил хранения приводит к залипанию.
- Ошибки производства или плохое качество. Если в процесс изготовления были нарушены какие-либо правила, это может привести к деформации и низкому качеству изделия. Избегайте кустарных производителей. Не стоит гнаться за низкой ценой в ущерб качеству, от которого зависит не только благополучие процесса сварки, но и надежность конструкции. Низкокачественные электроды – распространенная причина их прилипания к металлическому основанию.
- Неправильная установка силы тока и других параметров. Если вы неправильно определили диаметр шва, соответственно, и самого электрода, установили недостающую силу тока, это может отразиться на качестве сварочного процесса.
- Загрязненная поверхность деталей. При подготовке к сварке важно помнить о необходимости очистки поверхности материала от ржавчины, грязи и других загрязнений. Если упустить этот момент, есть вероятность низкого контакта электрода и металла. Следовательно, дуга быстро тухнет, и вы не можете добиться желаемого соединения. В итоге, вы начинаете поджигать электрод по несколько раз, что приводит к залипанию наконечника.
- Неправильное поджигание. Типичная ошибка среди новичков. Вы можете слишком долго удерживать кончик электрода у металлической детали. В результате образовываются высокие температуры, которые практически припаивают электрод.
Какие электроды использовать, чтобы избежать прилипания
Если вы хотите избежать прилипания электрода при сварке инвертором, рассмотрим базовые рекомендации специалистов. Главное правило – электроды должны быть для работы с постоянным током.
Если вы не хотите допустить прилипания электрода, не экономьте на расходных материалах. Выбирайте проверенных производителей, продукцию которых вы уже тестировали. Электрлды должны соответствовать ГОСТу или другим международным стандартам, демонстрируя высокое качество и долговечность.
Если вы хотите научиться правильно пользоваться сварочным инвертором, изучите технологию поджигания и удерживания дуги. Теоретическая база поможет вам избежать типичных ошибок, которые приводят к созданию некрасивого шва неправильного диаметра.
Неправильное хранение и почему прилипает электрод при сварке
Каждый сварщик должен соблюдать правила хранения электродов. Они обозначены производителем на упаковке. Главные требования – температура и влажность. Что касается крупных поставщиков, они чаще всего выполняют эти требования. Кустарные реализаторы не сильно акцентируют на этом внимание, поэтому уже в продажу электроды могут поступить негодными.
Электроды должны быть доступными к использованию в соответствии со сроком годности. В противном случае обсыпается поверхностная смазка. Чаще всего страдает наконечник, который отвечает за качество сварки. Такие электроды обязательно залипнут. Важно знать, что после вскрытия упаковки по истечению 8-10 часов рекомендовано дополнительно просушить расходник. Это снизит риски негативного воздействия повышенной влажности. При просушке влага испаряется, и электроды восстанавливают свои свойства.
Почему при сварке инвертором может залипать некачественный электрод?
В поиске причины прилипания электрода вы можете перебрать все варианты. Но, достаточно часто сварщики сталкиваются с элементарным некачественным расходником. Даже если вы правильно установите режим сварке, выполните все условия хранения, низкокачественные электроды будут прилипать. Исправить это невозможно, поэтому при выборе расходного материала уделите должное внимание выбору производителя.
На рынке могут предлагать подделки под именем брендов. Единственный способ предотвратить покупку таких электродов – проверка документации. Если вы покупаете изделия для создания прочных швов в конструкциях, за целостность и безопасность которых несете ответственность, обязательно проверяйте соответствие ГОСТу.
Чтобы убедиться, что на наконечнике присутствует смазка, можно бросить плашмя электрод с высоты около 2-х метров. Если виден скол обмазки, это свидетельствует о низком качестве. Такие электроды не стоит применять при сварке инвертором.
Отсыревшие электроды – еще одна преграда для создания прочного шва. Высокая влажность нарушает стабильность соединения. Поскольку дуга получается короткой, вам придется прижимать проводник к металлическому основанию. Следовательно, произойдет прилипание электрода. А со временем на поверхности шва образуются трещины.
Прилипание электродов и обзор неисправностей сварочного аппарата
Если в ходе сварки электрод при сварке инвертором прилипает, важно понимать, почему это происходит, и как устранить неисправности. Если сварочный аппарат находится на гарантии, правильнее будет обратиться в сервис обслуживания. Самостоятельно чинить аппарат не специалисты не советуют, поскольку для понимания причины неполадки нужен многолетний опыт в сварке.
Если поломки некритичные, можно попробовать устранить их самостоятельно. Например, кустарные производители могут оборудовать сварочное непрочными проводами, из-за чего сварочное будет работать неисправно, и вы не сможете соединить металлические детали.
Чтобы определить, какая часть сварочного вышла из строя, визуально определите перегоревшие элементы, с трещинами или потемневшие. Для замены конкретной детали получите нужную информацию из маркировки. Если вы воспользуетесь таблицей ГОСТа или международных документов, сможете правильно подобрать деталь.
Если визуальной оценки недостаточно, воспользуйтесь мультиметром. Это устройство для диагностики сварочного оборудования. Протестируйте на исправность плату и транзисторы. На плате вы можете обнаружить перегоревшие участки. Если такие прослеживаются, их нужно заменить. Если перегорели перемычки, можно их напаять заново. Если есть гарь на плате, воспользуйтесь канцелярским ластиком для ее устранения.
Иногда в сварочном аппарате ломаются диодные мосты, расположенные на радиаторе. Несмотря на их прочность и надежное крепление бывают поломки. Для тестирования диодного моста придется отпаять провода и снять его с платы, проводя мультиметр. Таким образом, вы и обнаружите неисправный диод. Если выполнение вышеописанных действий не дадут нужного результата, лучше обратиться к специалисту.
Как подготовить электроды, чтобы избежать прилипания?
Если вы используете проводники, которые хранились в герметичной упаковке, можете их использовать. При соблюдении технологии и правил сварки, можно избежать прилипания. Если герметичность была нарушена и электроды хранились не более 10-ти часов, тогда лучше дополнительно просушить обмазку. Производители указывают допустимые показатели влажности, которых вам нужно придерживаться. Поскольку процент влажности дома вы никак не сможете измерить, просушка не будет лишней.
Прокалка проводников производится при температуре до 400 градусов. Тип электрода определяет температурный режим. Информацию можно найти с маркировки. В печи не рекомендуют прогревать, поскольку нельзя обеспечить равномерный прогрев и соблюдение температур. Всего можно делать до 3-х прогревов. После этого расходники нельзя использовать для сварки инвертором.
Сила тока и неисправности аппарата
При неправильном определении допустимой силы тока электрод может прилипать к основанию. Для предотвращения такой проблемы научитесь пользоваться таблицами определения силы тока в зависимости от диаметра электрода. Кончик электрода не должен слишком погружаться в сварочную ванну, что приводит к залипанию. Однако иногда теоретической базы будет недостаточно для создания аккуратного шва. Именно поэтому поможет только практика.
Изначально вы можете бояться увеличения тока из-за рисков образования дыр. По этой причине стык может не провариваться, из-за чего происходит прилипание.
В зависимости от применяемого при производстве крепежей материала, осуществляется их разделение на различные виды. В нашем каталоге собран большой ассортимент метизов, которая создается из следующих приведенных ниже материалов.